Электрод ZELLER 750Мп с базовым покрытием из марганцовистой стали, для высокопрочного бронирования против сжимающих и ударных нагрузок.
Область применения:
Электрод ZELLER 750Мn предназначен для бронирования деталей, которые подвержены большим нагрузкам сжатия и ударам, в сочетании с истиранием. Наплавка производится как на низколегированную сталь с высоким содержанием углерода, так и на аустенитные, высокомарганцовистые стали. Также возможна качественная сварка марганцовистых сталей с углеродистыми.
Рекомендован для упрочняющих и буферных слоев на деталях, подверженных ударам, сжатию и давлению, работающих в условиях комбинированного износа (крановые, транспортерные колеса, щеки дробилок, конуса и планки ударных мельниц, траки и зубья ковшей экскаваторов, била, катки и тяги, при ремонте рельс, рельсовых стыков и крестовин). Широко применяется в горнодобывающей, металлургической, керамической, железно-дорожной и цементной промышленностях.
Сварочные характеристики:
Электрод ZELLER 750Мn имеет полностью аустенитную структуру. Стабильная сварочная дуга, малое разбрызгивание. Наплавленный металл пластичный, устойчивый к растрескиванию, самозакаливающийся (первоначальная твёрдость 250 НВ, после самоупрочнения max 55 НRC). Возможность последующей механической обработки. После упрочнения наплавленного слоя обработка шлифованием.
Механические свойства наплавленного металла:
Твердость после наплавки,
HB | Твердость после упрочнения,
HRC | Метал шва |
|---|
| ~ 250 | ~55 | Fe-Cr-Mn |
Род и полярность тока:
| AC; DC |
 |
Положения сварки согласно EN 26947 :
Характеристики электрода, параметры тока, фасовка:
Ø, мм /
L, мм | Сила тока в
амперах
(А) | Фасовка, кг | Электродов в 1 пачке | Электродов в 1 кг |
|---|
| 2,5 x 350 | 60 – 100 | 5,0 | 155 | 31 |
| 3,2 х 450 | 90 – 120 | 6,0 | 86 | 14,3 |
| 4,0 х 450 | 110 – 160 | 6,0 | 57 | 9,5 |
| 5,0 x 450 | 150 – 200 | 6,0 | 36 | 6 |
| 6,0 x 450 | 180 – 240 | 6,0 | 25 | 4,17 |
Примеры использования сварочного материала:
 Наплавка бронеплит
Наплавка бронеплит Зубья ковшей
Зубья ковшей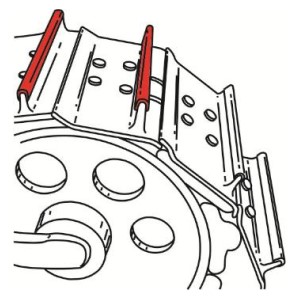 Звенья гусениц
Звенья гусениц 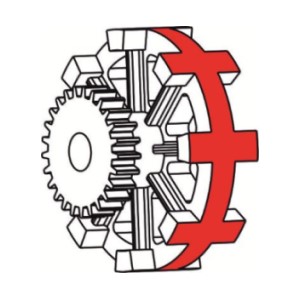 Ведущее зубчатое колесо
Ведущее зубчатое колесо Молотки дробильные
Молотки дробильные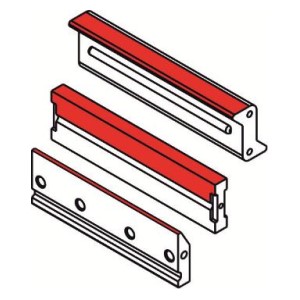 Ударные пластины
Ударные пластины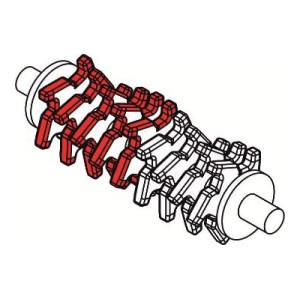 Шнекозубая дробилка
Шнекозубая дробилка Волковая дробилка
Волковая дробилка Щёковая дробилка
Щёковая дробилка Конусная дробилка
Конусная дробилка Крановые колёса
Крановые колёса Ремонт крестовин и рельс
Ремонт крестовин и рельс
Технология сварки:
1. Перед наплавкой электродом ZELLER 750 Мп, следует удалить упрочненный материал основы и ранее наплавленный металл, во избежание последующего охрупчивания и растрескивания после наплавки.
2. Рекомендуется просушить электроды в течение 1 часа при температуре 340-360°С.
3. Тщательно очистить поверхность наплавляемых деталей от масла, ржавчины и иных загрязнений.
4. Наплавляемое изделие из марганцовистой стали рекомендуется максимально жестко закрепить к ровной поверхности и поместить деталь на 2/3 толщины в холодную воду, во избежание термоусадочных напряжений и поводок металла.
5. Массивные и длинномерные детали из марганцовистых сталей рекомендуется «разбить на сектора», попеременно осуществлять наплавку каждого сектора, распределяя тем самым температурное вложение и обеспечивая промежуточное охлаждение на протяжении всего процесса наплавки.
6. При наплавке деталей из Мп стали, температура не должна превышать 150°С. Высокоуглеродистые стали: предварительный нагрев 150- 250°С, медленное остывание.
7. Наплавку осуществлять короткой дугой, небольшими проходами, держа электрод максимально вертикально.
8. Обязательная проковка каждого наплавленного слоя.
 ZELLER 750Mn.pdf
ZELLER 750Mn.pdf